
【導讀】安裝片狀多層陶瓷電容器時,經常容易發(fā)生斷裂,而且常常會出現的"扭曲裂紋"現象。本文主要講解在安裝多層陶瓷電容器時,怎樣避免發(fā)生斷裂的方法,以及為什么會出現"扭曲裂紋"現象。
多層陶瓷電容器的巧妙安裝方法
將電容器焊接在電路板上之后的工序中,在操作過程中如果電路板發(fā)生彎曲,則會導致電容器斷裂。為避免這種情況發(fā)生,將電容器安裝在電路板彎曲部位的反方向上,會有比較好的效果。
電路板施壓方向與零件安裝方向
圖1分別是針對電路板施壓方向縱向和橫向裝配零件的例子。面對壓力的方向,將零件進行橫向安裝,可減緩來自電路板的壓力。
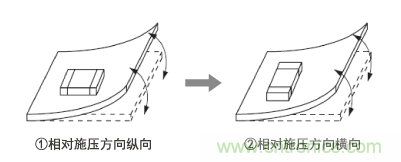
圖1 電路板施壓方向與零件裝配朝向
通過抗電路板彎曲試驗,將圖1中①、②的評價結果如圖2所示。可知通過裝配在②方向上,電路板彎曲耐性增高,不易對零件施加壓力。
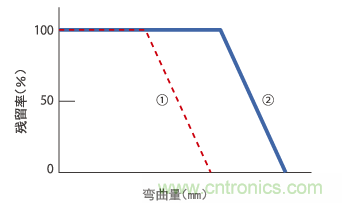
圖2 零件安裝方向與殘留率之間的關系
電路板裂口附近的電容器安裝
電路板裂口或電路板切口處,是生產工序中最容易導致電路板施壓的環(huán)節(jié)。例如,電路板裂口附近如圖3裝配零件時,如果以B、D<C<A的順序裝配則容易受到壓力。
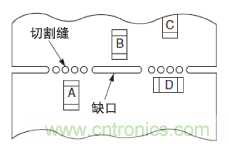
圖3 電路板裂口附近的零件安裝實例
那么,我們看一下有無缺口時電路板的變形程度。
有無缺口時,電路板彎曲有何不同呢?FEM解析結果如圖4、圖5所示。
設想在模型圖中所示位置裝配零件的情況。(電路板1.6mm厚的FR4)
圖4為沒有缺口的情況。電路板的壓力大,在電路板裝配位置會產生紅色~黃色拉伸應力,電容器存在發(fā)生開裂的危險。
另一方面,圖5是有缺口的情況,可知裝配零件的位置為綠色,電路板幾乎沒有產生彎曲。施加在零件上的壓力能夠控制在相當小的范圍,所以是避免電容器開裂的有效方法。
綜上所述,通過電路板缺口緩解壓力,為此與缺口邊線平行配置零件朝向(圖3中D)最有效。此外,無法改變零件朝向時,為使電路板不易發(fā)生變形,建議設置缺口為好(圖3中B)。
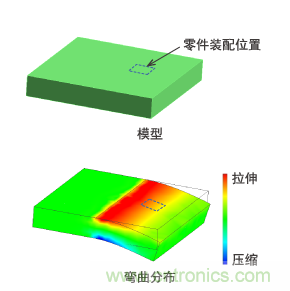
圖4 無缺口模型與彎曲分布
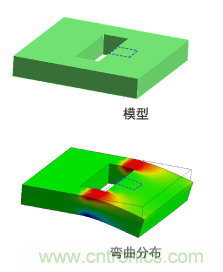
圖5 有缺口模型與彎曲分布
[page]多層陶瓷電容器"扭曲裂紋"現象產生的原因和預防方法
多層陶瓷電容器(以下簡稱貼片)。這里主要介紹一下該貼片常常會出現的"扭曲裂紋"現象。
正確使用貼片的話完全不會產生裂紋(裂縫)。但是,由于這種貼片與碗和器皿一樣都是陶瓷燒制成的,如果施加過大的機械力,就會產生裂紋(裂縫)。因此,這里我來為大家講述扭曲裂紋的產生原理以及防止扭曲裂紋產生的方法。
1、什么是扭曲裂紋?
首先,我們來看一下圖6中扭曲裂紋的形態(tài)。扭曲裂紋是指因扭曲而產生的裂紋(裂縫)。扭曲裂紋從貼片外面看很難被發(fā)現。因此,我們把貼片如下圖一樣切開,來觀察截面的圖像。
從中,我們可以發(fā)現扭曲裂紋的特征是從外部電極的一端向對角線方向產生了裂紋。
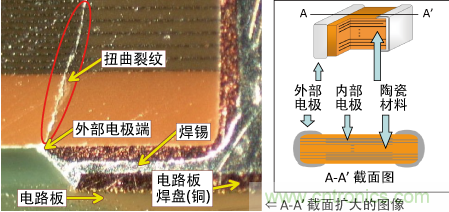
圖6 裂紋的代表性實例
2、扭曲裂紋的產生原理
為什么會產生扭曲裂紋呢?這是由于貼片是焊接在電路板上的。對電路板施加過大的機械力、使得電路板彎曲或老化,從而產生了扭曲裂紋。將電路板翻轉過來,就會看到下列情況。
如圖7所示,電路板上面被拉伸,下面被收縮。由于上面的拉伸,銅焊盤就會向左右移動。

圖7 電路板變形及應力圖
隨著焊盤的移動,焊錫也會移動或產生變形。焊錫變形后,貼片的外部電極就會移動和變形,拉伸應力就會集中在貼片的外部電極的一端。
當該拉伸應力大于貼片電介質的強度時,就會出現裂紋。
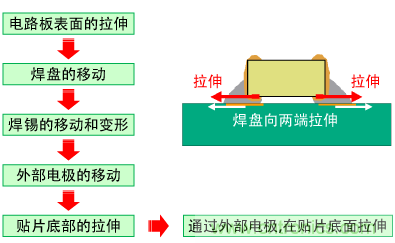
圖8 扭曲裂紋產生的原理
3、扭曲裂紋產生的影響
扭 曲裂紋從下面的外部電極的一端延伸到上面的外部電極的話,容量就會下降,使得電路呈現出開路狀態(tài)(開放)。因此,即使裂紋不是十分嚴重,如果到達貼片內部 電極,焊劑中的有機酸和濕氣會通過裂紋的縫隙侵入,導致絕緣電阻性能降低。另外,電壓負荷會變高,電流的流量過大時,最糟糕的情況會導致短路。
一旦出現了扭曲裂紋,是很難從外面將其去除的,因此為了防止裂紋的產生,應當控制不要施加過大的機械力。
4、什么是扭曲量?
為了避免扭曲裂紋的產生,最好不要在生產產品的現場施加過大的機械力。那么有什么方法可以使得過度施加的機械力變得可視化?。其中一種有效的方法就是測量扭曲量。下面,先來介紹一下什么是扭曲量。
扭曲是指,在物體上施加負重時單位長度的變化量。
此時的拉伸比率就是扭曲量。
ε=ΔL/L ε:扭曲量;L:施加力之前的長度;ΔL:變形長度
例如,1000mm的棒經過左右拉伸后,變成1001mm時,1mm/1000mm=0.001ST=1000μST。
5、如何防止扭曲裂紋的產生?
為 防止扭曲裂紋的產生,我們需要從電路板設計和工序管理這兩方面采取對策。首先,介紹一下工序管理方面的對策。先測量一下之前介紹過的扭曲量,然后在工序中 進行扭曲量的管理。我們來設置一下標準扭曲量。如果設置值過小,則需要嚴格管理。如果設置值過大,則會產生扭曲裂紋。一般的設置值是:生產關乎生命安全產 品的客戶多以500μST為標準,生產普通消費產品的客戶多以1000μST為標準。即使是扭曲程度相同的電路板,元器件的應力會因使用的電路板類型和厚度的不同而不同,因此,客戶應該按照經驗判斷制定的標準。
下面測量各個工序中的扭曲量。本公司通過過去調查的項目,總結出了哪些作業(yè)工序會產生扭曲裂紋。最重要的是管理工序。
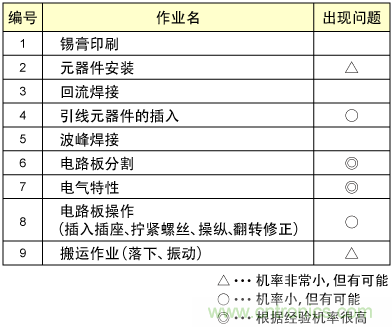
表1 安裝作業(yè)及扭曲裂紋產生的可能性
關于超過設置標準的工序,可通過改良設備、改善作業(yè)等來控制扭曲量。
設計方面的主要預防措施
1.電路板端、螺絲孔、連接器的距離(例如,設置10mm以上等等合理的距離。)
2.配置(一般來講,分割線最好設置成平行。像電路板角以及L字型的電路板中彎折的部分等等,容易集中應力的地方最好不要配置貼片。)
3.分割線的選擇(設置成線比穿孔要好)
4.焊盤的寬度(C的尺寸最好小于貼片的W(寬度))
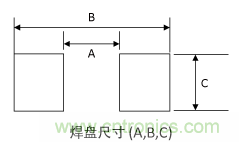
圖10 焊盤尺寸
5.配置設計模式(為防止印刷電路板因回流而變形,最好設計成銅箔模式)
6.采用樹脂外部電極產品(考慮到扭曲較大的時候,可以采用樹脂外部電極產品。)
以上等等。



